
- Tensión nominal: CA 220 V 50/60 Hz
- Peso neto de la máquina: 68 kg 50 kg
- La potencia máxima: 1800W
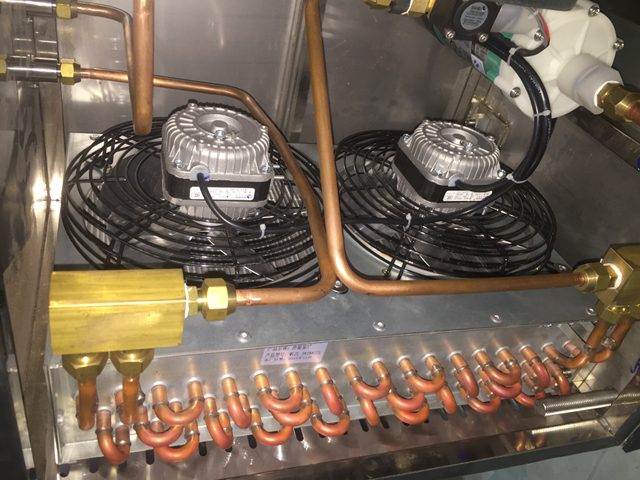
- Método de enfriamiento: modo de enfriamiento doble de aire frío/agua
- Diámetro de sellado: φ15-75 mm 15 mm-45 mm 30 mm-60 mm
- Altura de la botella: 20-180 mm
- Métodos de trabajo: seguir trabajando
- Ámbito de aplicación: Gran área de producción
- Velocidad de sellado: 0-200 botellas/min
- Dimensiones del embalaje: 1600 x 450 x 1500 mm
- Tamaño del generador: 1450*410*1300 mm
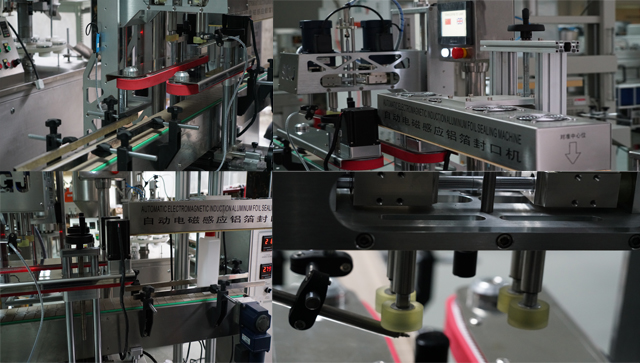
La línea incluye dos máquinas principales, como la máquina de sellado por inducción y la máquina de tapado en línea;
Las máquinas son adecuadas para tapar y sellar botellas médicas que se utilizan en laboratorios de análisis de sustancias. Toda la línea puede estar equipada con equipos auxiliares como una plataforma giratoria para botellas o una función de codificación de lotes.
A continuación se muestran los datos básicos de las máquinas respectivamente:
El sellado por inducción, también conocido como sellado de tapas, es un método sin contacto que consiste en calentar un sello interno para sellar herméticamente la parte superior de los envases de plástico y vidrio. Este proceso de sellado se lleva a cabo después de que el envase se haya llenado y tapado.
La tecnología de sellado por inducción electromagnética con materiales compuestos es el método de sellado avanzado reconocido por el mundo ahora, y su característica de calentamiento sin contacto es adecuada para sellar botellas de plástico (PP, PVC, PET, ABS, HDPE, PS y DURACON), botellas de vidrio y varias mangueras de plástico compuesto, por lo que actualmente es la tecnología más avanzada para el sellado de botellas para industrias como farmacia, alimentos, grasas, química diaria, química doméstica y química agrícola.
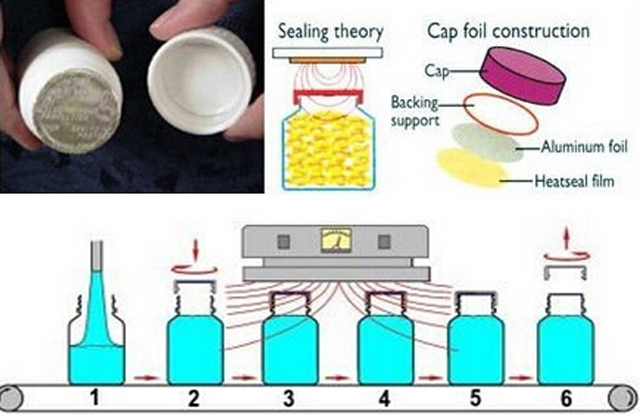
Principio de funcionamiento y cómo funciona
El cierre se suministra al embotellador con una capa de papel de aluminio ya insertada. Aunque hay varios revestimientos para elegir, un revestimiento de inducción típico tiene varias capas. La capa superior es una pulpa de papel que generalmente se pega a la tapa. La siguiente capa es cera que se utiliza para unir una capa de papel de aluminio a la pulpa. La capa inferior es una película de polímero laminada a la lámina. Después de aplicar la tapa o el cierre, el recipiente pasa por debajo de una bobina de inducción, que emite un campo electromagnético oscilante. A medida que el recipiente pasa por debajo de la bobina de inducción (cabezal de sellado), el revestimiento de papel de aluminio conductor comienza a calentarse debido a las corrientes de Foucault. El calor derrite la cera, que se absorbe en el soporte de pulpa y libera la lámina de la tapa. La película de polímero también se calienta y fluye hacia el borde del recipiente. Cuando se enfría, el polímero crea una unión con el recipiente, lo que da como resultado un producto herméticamente sellado. Ni el recipiente ni su contenido se ven afectados negativamente; el calor generado no daña el contenido.
Es posible que el papel de aluminio se sobrecaliente y dañe la capa de sellado y las barreras protectoras. Esto podría provocar sellos defectuosos, incluso semanas después del proceso de sellado inicial, por lo que el dimensionamiento adecuado del sellado por inducción es vital para determinar el sistema exacto necesario para ejecutar un producto en particular.
El sellado se puede realizar con una unidad manual o en un sistema transportador.
Un desarrollo más reciente (que se adapta mejor a un número reducido de aplicaciones) permite utilizar el sellado por inducción para aplicar un sello de aluminio a un recipiente sin necesidad de un cierre. En este caso, el aluminio se suministra precortado o en un rollo. Cuando se suministra en un rollo, se troquela y se transfiere al cuello del recipiente. Cuando el aluminio está en su lugar, el cabezal de sellado lo presiona hacia abajo, se activa el ciclo de inducción y el sello se adhiere al recipiente. Este proceso se conoce como aplicación directa.
Dibujo
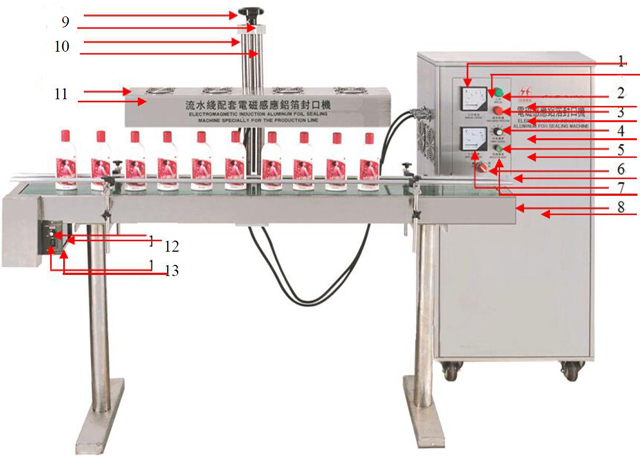
- Amperímetro: Muestra el estado actual durante el funcionamiento de toda la máquina.
- Indicador de funcionamiento: Muestra el estado excepcional de funcionamiento.
- Indicador de sobrecorriente: muestra el estado de funcionamiento anormal.
- Control de potencia: controlador de potencia.
- Restablecimiento de protección: recupera el estado normal de funcionamiento.
- Interruptor de encendido: controla la energía de toda la máquina.
- Voltímetro: Muestra el estado del voltaje durante el funcionamiento de toda la máquina.
- Transportador: transporte de botellas.
- Volante: ajustes para diferentes tamaños de altura de botellas.
- Estantes elevadores: se utilizan para fijar y subir o bajar la altura y la función baja del cabezal de sellado.
- Cabezal de sellado: Calienta y sella el papel de aluminio en la tapa de la botella.
- Velocidad de ajuste: botón de ajuste de la velocidad de funcionamiento de la cinta transportadora.
- Interruptor de arranque: Interruptor de control del transportador.

- Tensión nominal: CA 220 V 50/60 Hz
- Peso neto de la máquina: 68 kg 50 kg
- La potencia máxima: 1800W
- Método de enfriamiento: modo de enfriamiento doble de aire frío/agua
- Diámetro de sellado: φ15-75 mm 15 mm-45 mm 30 mm-60 mm
- Altura de la botella: 20-180 mm
- Métodos de trabajo: seguir trabajando
- Ámbito de aplicación: Gran área de producción
- Velocidad de sellado: 0-200 botellas/min
- Dimensiones del embalaje: 1600 x 450 x 1500 mm
- Tamaño del generador: 1450*410*1300 mm
Método de uso en la máquina de sellado por inducción

- Ajuste de la altura de las botellas: Coloque la botella debajo del "cabezal de sellado", ajuste la "rueda manual", asegúrese de que la distancia entre la parte inferior del "cabezal de sellado" y la cara de la tapa de la botella sea de aproximadamente 1-3 mm, gire el "interruptor de inicio" a "encendido" para que la cinta transportadora comience a funcionar y deje que las botellas pasen por la cinta para verificar si tocan el cabezal de sellado. La distancia más pequeña sin torceduras es la mejor.
- Ajuste la velocidad de la cinta transportadora con el "control de velocidad". El sellado con papel de aluminio está relacionado con la velocidad de la cinta y la potencia. Coloque algunas botellas en la cinta, encienda el "interruptor de encendido" y realice la prueba de sellado. La operación comienza formalmente una vez que las botellas están selladas firmemente.
- Espere el arranque suave durante el arranque y comience a sellar 30 segundos después, cuando el amperímetro muestre 3,2 A.
- Apague el “interruptor de encendido” y el “interruptor de arranque” al apagar la máquina.
Máquina tapadora en línea:
- Capacidad de producción: 40-60 cápsulas/min
- Tamaño de la tapa: 10-50/35-140 mm
- Diámetro de la botella: 35-140 mm
- Altura de la botella: 38~300 mm
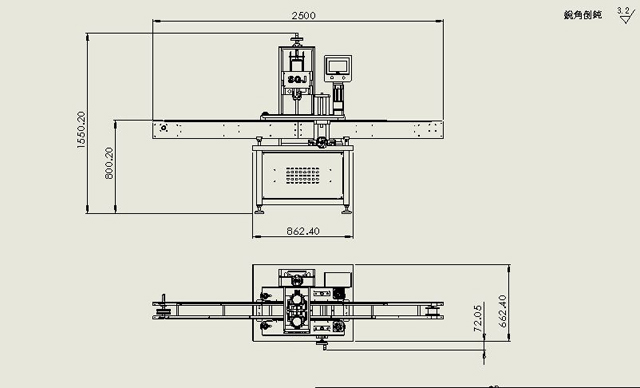
- Tamaño (largo x ancho x alto): 1000 x 800 x 1200 mm
- Peso: 350 kg
Dibujo de máquina tapadora en línea
| 1 | Botellas | 2 | Arreglo de botellas |
| 3 | Mango para ajustar la posición | 4 | Polea de fricción |
| 5 | Módulo de posición de carrera | 6 | Cilindro de prensado de tapas |
| 7 | Mango para posicional | 8 | Módulo de ajuste de tapado |
| 9 | Cilindro de tapado | 10 | Motor de tapado |
| 11 | Caja de control | 12 | Volante manual |
Ajuste de tapado de la A a la Z

Ajuste de fijación de botellas
1. Afloje el mango (3)
2. Colocar las botellas prefijadas (1)
3. Observe a simple vista si el centro de las tapas coincide con el centro del cilindro (9); una vez coincidido fije el mango (3)
Ajuste de altura de tapado﹒
1. Afloje la manija (7)
2. Ajuste el mango (12) para que la rueda de fricción de tapado (4) quede a 2 mm de la parte inferior de las tapas y fije el mango (7).
Ajuste de los espacios de fricción de tapado:
1. Cierre la fuente de aire.
2. Coloque las tapas de fijación entre las ruedas de fricción (4)
3. Acérquese a las tapas moviendo la rueda de fricción (4) para ajustar el tornillo del módulo de carrera (5) (ambos lados deben ser simétricos midiendo a ojo). La distancia correcta debe ser de 2 mm a 3 mm para cada lado;
Ajuste de altura del cilindro de tapado (según muestras de tapas)
1. Afloje el tornillo (8) para hacer que sobresalga el cilindro de tapado (9);
2. Deje una distancia de 1 mm a 2 mm desde la tuerca de tapado hasta la parte superior de las tapas.
3. Apriete el tornillo (8)
Ajuste de la velocidad del cilindro de tapado
1. Conecte la fuente de alimentación y la fuente de aire para ajustar la configuración de presión de aire (estándar 0,74 MPa-0,6 MPa)
2. Ajuste el tiempo de tapado y el intervalo de tapado (estándar de 1 s a 1,5 s), seleccione el estado como Manual, apunte el interruptor del pedal para ajustar la velocidad neumática de la rueda de fricción izquierda-derecha, finalmente debe hacer que la velocidad en ambas velocidades sea igual a un nivel;
3. Ajuste la velocidad del cilindro tapador.
Prueba de funcionamiento de la máquina
1. Saque un producto para la prueba de tapado; reacondicione la tapadora de acuerdo con el efecto de tapado;
2. Ajuste el torque según la fuerza de torsión.
Muestras de botellas para tapar y sellar

Te podría gustar
 Máquina tapadora semiautomática de frascos de vidrio al vacío para cerrar tapas de metal
Máquina tapadora semiautomática de frascos de vidrio al vacío para cerrar tapas de metal- Máquina selladora de cajas de hojalata y latas Equipo sellador de cajas
- Máquina llenadora de tubos semiautomática con equipo de sellado ultrasónico
- Máquina de llenado y tapado de líquidos farmacéuticos y cosméticos de dosis pequeñas
- Etiquetadora vertical redonda para vino tinto con alimentador de botellas con plato giratorio
- Máquina de llenado y tapado de jeringas precargadas para productos farmacéuticos
- Etiquetadora neumática para botellas redondas, cuadradas y planas con codificador
- Máquina etiquetadora horizontal para embotellado, llenado y tapado de aceite de cigarrillo electrónico
- Equipo automático de etiquetado de mangas retráctiles con túnel de contracción por vapor
- Equipos de etiquetado de alta velocidad para frascos, viales y jeringas redondos horizontales









